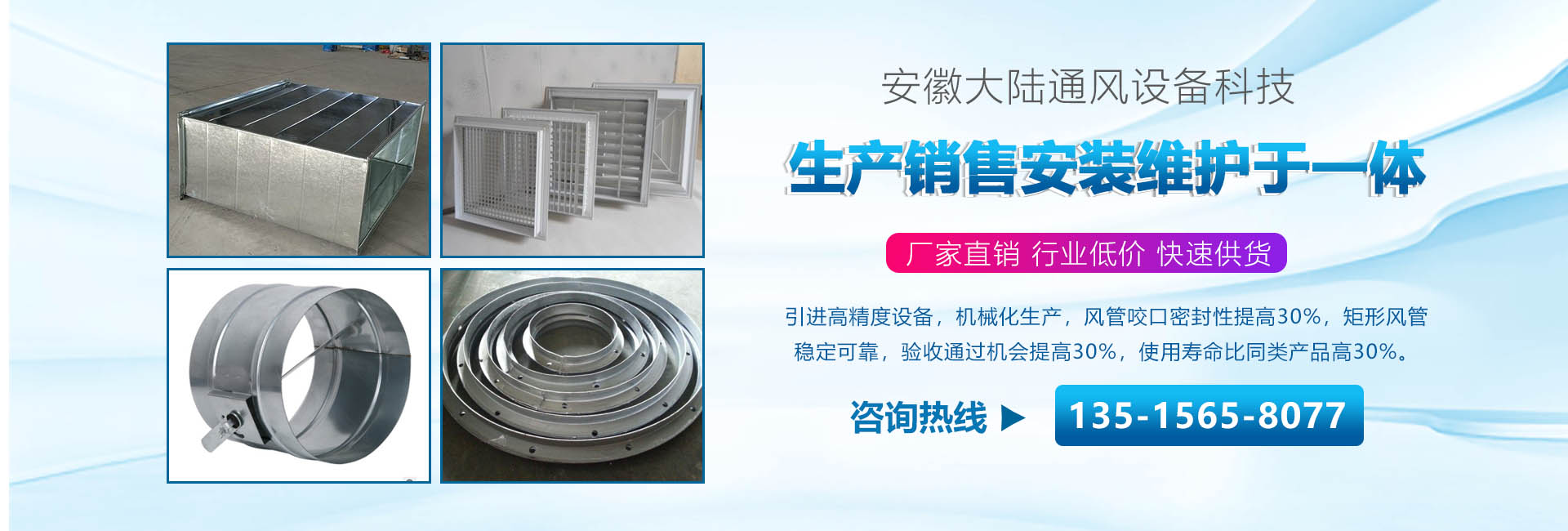




镀锌板风管以改性菱镁胶剂作为胶结材料,以玻璃纤维布作为增强材料。同时解决了镀锌铁板通风管道耐腐蚀性差、噪音大;有机玻璃钢通风管道易燃烧、易变形;玻纤风管强度低、易变形的缺点。 镀锌板风管冷热负荷全部由通人盘管的冷热水来承担;而对独立新风系统来说,通风管道加工,风管,可以靠风机盘管中的盘管来承担。镀锌钢板风管的加固方法和钢板厚度都可以依据规范性的要求进行灵活、方便的调整。
风管采用镀锌钢板,风管支、吊架不得设置在风口、阀门、检查门及自控机构处。吊杆不得直接固定在法兰上。每隔两个吊架用角铁设置一个防晃动支架。风管之间根据法兰不同的型式进行连接。一般风管联接处应放置3.5mm厚的阻燃密封板条。密封板条接头处采用45°或60°,不得采取直接缝,保证接口吻合,联结后的风管应严密。


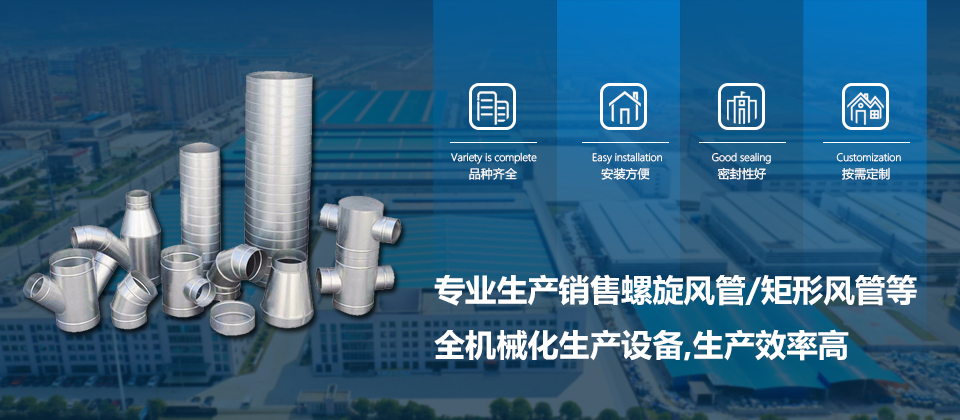
不锈钢螺旋风管的焊接加工过程,或者说是它的加工流程有哪些呢?
1.管子下料
(1)应严格按照图纸进行,材料在切割前要仔细核对尺寸是否正确。
(2)下料时,要避免出现材料浪费。
(3)如果管道材质比较特殊的话,应先整体排料,然后再下料,以便控制好管子的用量。
(4)如果使用不锈钢管,那么切割时应使用机械或者等离子切割,其余的可使用火焰切割。
(5)切口端面的倾斜偏差,不能超过2毫米。
2.坡口制备
应按照规范要求进行,连接主要是采用焊接。如果是中、低压管道坡口,宜采用V型;如果是高压管道,风管公司,则采用YV型坡口。坡口加工应平整,没有任何缺陷。
3.焊口组对
是对管道组对,在这之前要清理管道接口。
4.管道预制
进行管道预制时,镀锌风管价格,应有严格的预制允许偏差,而且预制件应按规定要求进行编号,风管,以便进行质量控制。
5.管道对接焊口的组对
管道对接焊口的组对,应做到内壁齐平,且错边量不宜超过壁厚的10%。



 在线客服
在线客服 13515658077
13515658077 370869838@qq.com
370869838@qq.com


